
 EN
ENকাইক্সিন, পলিমার পাইপলাইন ভালভের গবেষণা ও উন্নয়ন, উৎপাদন এবং বিক্রয়ে বিশেষায়িত একটি উচ্চ-প্রযুক্তি সংস্থা৷
1. সমাবেশ আগে প্রস্তুতিমূলক কাজ : সমাবেশের আগে, ভালভ অংশ মেশিনিং এবং ঢালাই অবশিষ্টাংশ দ্বারা গঠিত burrs অপসারণ করা প্রয়োজন, পরিষ্কার এবং কাটা fillers এবং gaskets.
2. ভালভ অংশ পরিষ্কার করা : একটি তরল পাইপলাইন হিসাবে ইনস্টল করা ভালভের ভিতরের গহ্বর পরিষ্কার হতে হবে। বিশেষত পারমাণবিক শক্তি, ওষুধ এবং খাদ্য শিল্পে ব্যবহৃত ভালভগুলির জন্য, মাধ্যমের বিশুদ্ধতা নিশ্চিত করতে এবং মাঝারি সংক্রমণ এড়াতে, ভালভ গহ্বরের পরিচ্ছন্নতার প্রয়োজনীয়তাগুলি আরও কঠোর। একত্রিত করার আগে, ভালভের অংশগুলি পরিষ্কার করা উচিত এবং অংশগুলিতে থাকা চিপস, অবশিষ্ট মসৃণ তেল, কুল্যান্ট এবং burrs, ওয়েল্ডিং স্ল্যাগ এবং অন্যান্য ময়লা ধুয়ে পরিষ্কার করা উচিত। ভালভটি সাধারণত ক্ষারীয় জল বা গরম জল দিয়ে স্প্রে করে (কেরোসিন স্ক্রাবিংয়ের জন্যও ব্যবহার করা যেতে পারে) বা একটি অতিস্বনক ক্লিনিং মেশিনে পরিষ্কার করে পরিষ্কার করা হয়। অংশগুলি মাটি এবং পালিশ করার পরে, চূড়ান্ত পরিস্কার করা প্রয়োজন। চূড়ান্ত পরিচ্ছন্নতা সাধারণত পেট্রল দিয়ে সিলিং পৃষ্ঠ পরিষ্কার করা হয়, তারপর সংকুচিত বায়ু দিয়ে শুকিয়ে এবং একটি কাপড় দিয়ে মুছা।
3. ফিলার এবং gaskets প্রস্তুতি : গ্রাফাইট ফিলারগুলি তাদের সুবিধার জন্য যেমন জারা প্রতিরোধের, ভাল সিলিং কর্মক্ষমতা এবং কম ঘর্ষণ সহগ হিসাবে ব্যাপকভাবে ব্যবহৃত হয়। প্যাকিং এবং gaskets ব্যবহার করা হয় ভালভ স্টেম এবং বনেট এবং ফ্ল্যাঞ্জের জয়েন্ট পৃষ্ঠের মধ্য দিয়ে মাধ্যমটিকে লিক হওয়া থেকে রোধ করতে। ভালভ একত্রিত করার আগে এই জিনিসপত্র কাটা এবং গ্রহণের জন্য প্রস্তুত করা আবশ্যক।
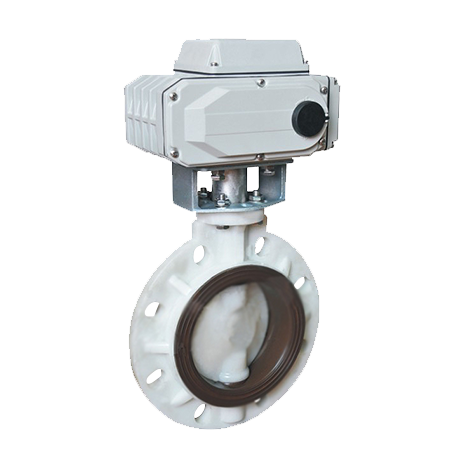
4. ভালভ সমাবেশ : ভালভ সাধারণত প্রক্রিয়া দ্বারা নির্দিষ্ট ক্রম এবং পদ্ধতি রেফারেন্স অংশ হিসাবে ভালভ শরীরের সঙ্গে একত্রিত হয়. যন্ত্রাংশ এবং উপাদানগুলিকে একত্রিত করার আগে পর্যালোচনা করা উচিত যাতে এমন অংশগুলিকে এড়াতে হয় যেগুলিকে নিষ্ক্রিয় করা হয়নি এবং চূড়ান্ত সমাবেশে প্রবেশ করা থেকে পরিষ্কার করা হয়নি। সমাবেশ প্রক্রিয়া চলাকালীন, অংশগুলিকে যত্ন সহকারে পরিচালনা করা উচিত যাতে প্রক্রিয়াকৃত নামটি বাম্পিং এবং স্ক্র্যাচিং এড়াতে হয়। ভালভের চলমান অংশগুলি (যেমন ভালভের কান্ড, বিয়ারিং ইত্যাদি) শিল্প গ্রীস দিয়ে আবৃত করা উচিত। ভালভ বডিতে বনেট এবং ফ্ল্যাঞ্জ বেশিরভাগ বোল্ট দ্বারা সংযুক্ত থাকে। বোল্টগুলিকে শক্ত করার সময়, স্কেলটিতে সাড়া দিন, ইন্টারউইভ করুন, বারবার এবং সমানভাবে শক্ত করুন, অন্যথায় ভালভ বডি এবং বনেটের যৌথ পৃষ্ঠটি অসম পরিধির বলের কারণে প্রবাহ নিয়ন্ত্রণ ভালভ তৈরি করবে। ফুটো আঁটসাঁট করার জন্য ব্যবহৃত হ্যান্ডেলটি খুব বেশি লম্বা হওয়া উচিত নয় যাতে প্রাক-আঁটসাঁট করার শক্তিটি খুব বেশি বড় না হয় এবং বোল্টের শক্তিকে প্রভাবিত করে। প্রি-টাইনিং ফোর্সের জন্য কঠোর প্রয়োজনীয়তা সহ ভালভগুলির জন্য, হাত সরানোর জন্য টর্ক ব্যবহার করা উচিত এবং নির্দিষ্ট টর্কের প্রয়োজনীয়তা অনুসারে বোল্টগুলিকে শক্ত করা উচিত। চূড়ান্ত সমাবেশ শেষ হওয়ার পরে, ভালভ খোলার এবং বন্ধ করার অংশগুলির গতিবিধি চালনাযোগ্য কিনা এবং কোনও জ্যামিং আছে কিনা তা পরীক্ষা করার জন্য নিয়ন্ত্রণ প্রক্রিয়াটি ঘোরানো উচিত। ভালভ কভারের দিক, বন্ধনী এবং চাপ কমানোর ভালভের অন্যান্য অংশগুলি অঙ্কনের প্রয়োজনীয়তাগুলি পূরণ করে কিনা, সমস্ত পর্যালোচনাগুলি পাস করার পরেই ভালভটি পরীক্ষা করা যেতে পারে৷















 সদর দপ্তর: নং 539 বোহাই রোড, বেইলুন জেলা, নিংবো সিটি, ঝেজিয়াং প্রদেশ, পিআর চীন
সদর দপ্তর: নং 539 বোহাই রোড, বেইলুন জেলা, নিংবো সিটি, ঝেজিয়াং প্রদেশ, পিআর চীন
 +86-18067123177
+86-18067123177